 Deutsch
Deutsch  English
English  Français
Français  Polski
Polski  Italiano
Italiano 
Manufacturing complex geometries using wire-based methods
Steigerwald Strahltechnik GmbH, located in Maisach (Germany), is the world’s leading manufacturer of special electron beam systems. The applications for its customized systems include welding, drilling, surface treatments (e.g. hardening) and additive manufacturing. The latter makes it possible to build up a component layer by layer, based on CAD models. As a result, a high degree of component complexity (e.g. lattice structures) can be achieved, along with affordable prototype development, the consolidation of an assembly into a single component and cost savings for limited production runs.
The sophisticated and innovative EBOADD process is one such wire-based process. A wire is melted and selectively deposited using an electron beam.
In contrast to powder-based processes, the EBOADD process has a higher build-up rate. In addition, the raw material in wire form is cheaper to buy and less prone to external contamination, for example through oxygen.
Another advantage of EBOADD is the electron beam. With an acceleration voltage of up to150 kV, this can melt challenging materials that are more reflective or have an extremely high melting point, for example. It is also good for processing crack-prone or reactive materials. The latter is achieved by means of the required vacuum.
Experimental implementation
An electron beam system with a chamber volume of 22 m³ and a 150 kV electron beam generator is used. The start plate clamped on the faceplat of a tiltable and height adjustable rotary device. The system used and an example of the experimental set-up are shown in Figure 1.
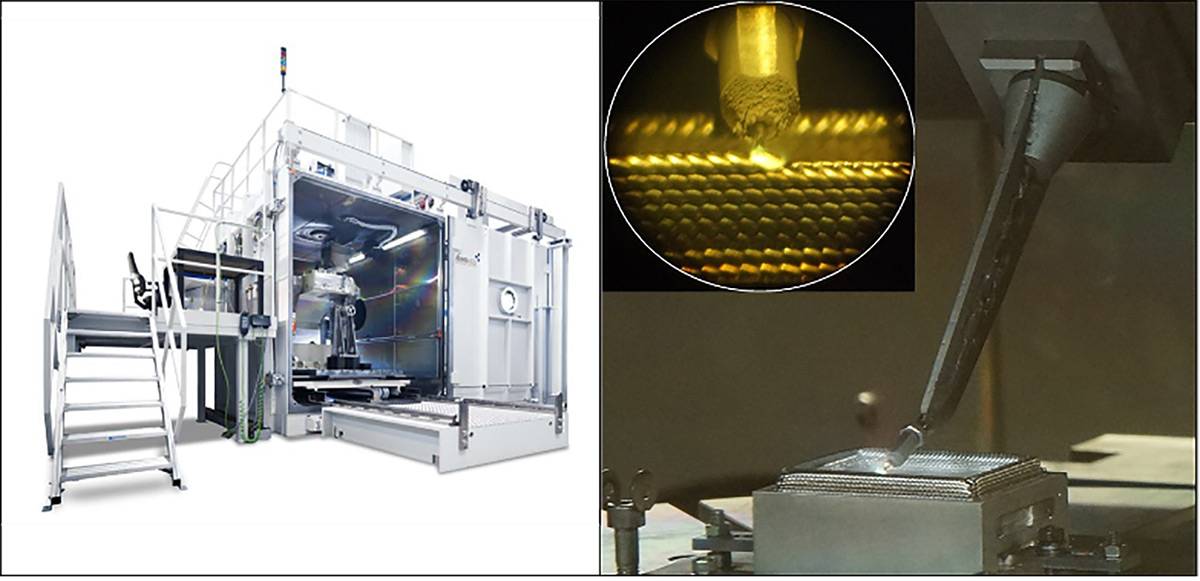
Figure 1: Left: electron beam system used. Right: example of the experimental set-up for wire-based additive manufacturing. This shows the wire feeder, a start plate and the component being built up during the manufacturing process.
Firstly, a start plate was preheated to 600–800 °C in a vacuum using a defocused beam. No additional hardware was required for this process. The additive was then built up with an acceleration voltage of 100 kV and a beam current of 11-12 mA. The beam was focused on a single point and moved around this central point at 20 Hz with a radius of 2.25 mm. A stainless-steel wire (material number 1.4316) with a diameter of 1.6 mm was intermittently moved to this central point at a speed of 15 mm/s, where it was melted and deposited. In contrast to a continuous wire feed, this approach involves building up the component point by point, with a build-up time of 1 point per second. Once a point has been additively built up, the wire is retracted slightly and the component is moved by 3 mm (distance between the points). The wire feed is always aligned with the built-up wall at a 90° angle (laterally). The layers are 1.5 mm thick. This achieves a build-up rate of approx. 30 cm²/h.
For the tensile test, specimens were cut from the additively manufactured sample in accordance with DIN 50125 using specimen geometry E. Two alignments were examined, vertical and horizontal to the build-up direction. The tensile test was carried out on a universal testing machine, Inspect 50 desk from Hegewald Peschke, with a strain rate of 0.0067 1/s.
The Vickers hardness test was carried out on a polished section in the middle, along the build-up direction using Model Z3.2A from Zwick & Co. KG.
For the metallographic section, the specimen was embedded, ground flat using sandpaper with ascending granulation (120–1,000 grains) and then diamond polished (3 µm). For the structural image in Figure 2b, the specimen was Adler etched.
Results and discussion
Figure 2a shows the manufactured sample. It is a cube with an edge length of 90 mm and wall thickness of approx. 5 mm.
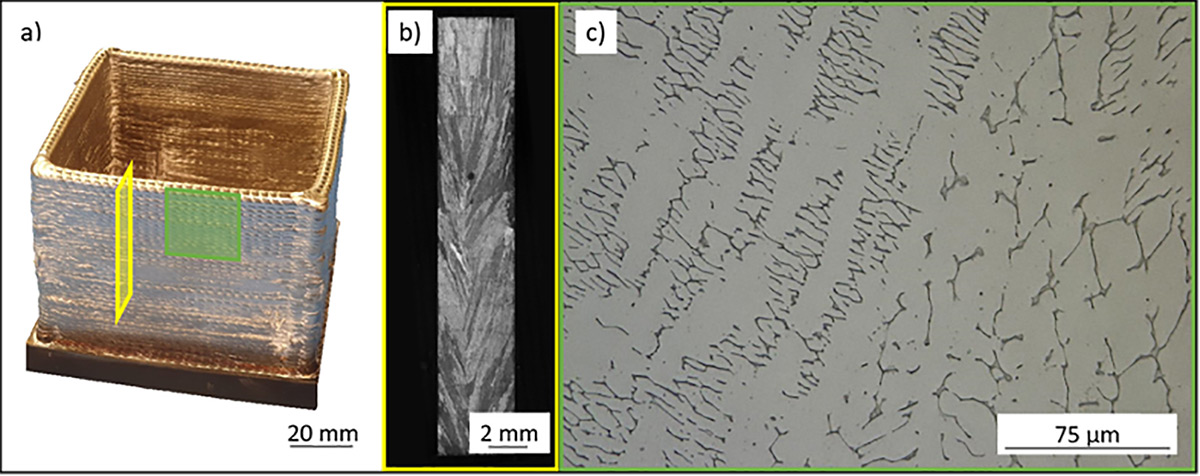
Figure 2:
a) Box produced using the EBOADD system. The edge length is 90 mm and the wall thickness 5 mm. The yellow and green frames denote the positions of the sections. b) This section shows a columnar structure in the build-up direction. c) This section shows the structure in high resolution; it consists of austenite and delta ferrite.
The manufactured section in Figure 2b shows a columnar structure that is aligned with the build-up direction. Figure 2c shows the austenitic structure with delta ferrite. No defects were detected, such as pores, cracks and layer-binding errors.
The tensile test identified a vertical tensile strength of 500 MPa ± 8 MPa and horizontal tensile strength of 550 MPa ± 4 MPa. With regard to elongation, a vertical value of 58.0% ± 1.8% and horizontal value of 52.4% ± 0.4% were measured. Based on these results, a certain anisotropy typical for additive manufacturing can be observed [1-2]. The technical datasheet for the wire specifies reference values of 590 MPa tensile strength and 35% elongation. This shows that the tensile strength values identified here are slightly below this while the elongation values are significantly higher. The measured hardness is 173.5 ± 9.47 HV 0.5 and therefore slightly above the datasheet specification of 160 HV.
The above build-up rate of approx. 30 cm³/h is low compared to a continuous wire feed. However, it can be further improved, however (see Figure 3). The approach used has the advantage of being able to manufacture non-rotationally symmetrical components more effectively.
Figure 3 shows examples of different geometries with different materials, that were manufactured at Steigerwald Strahltechnik GmbH using EBOADD.
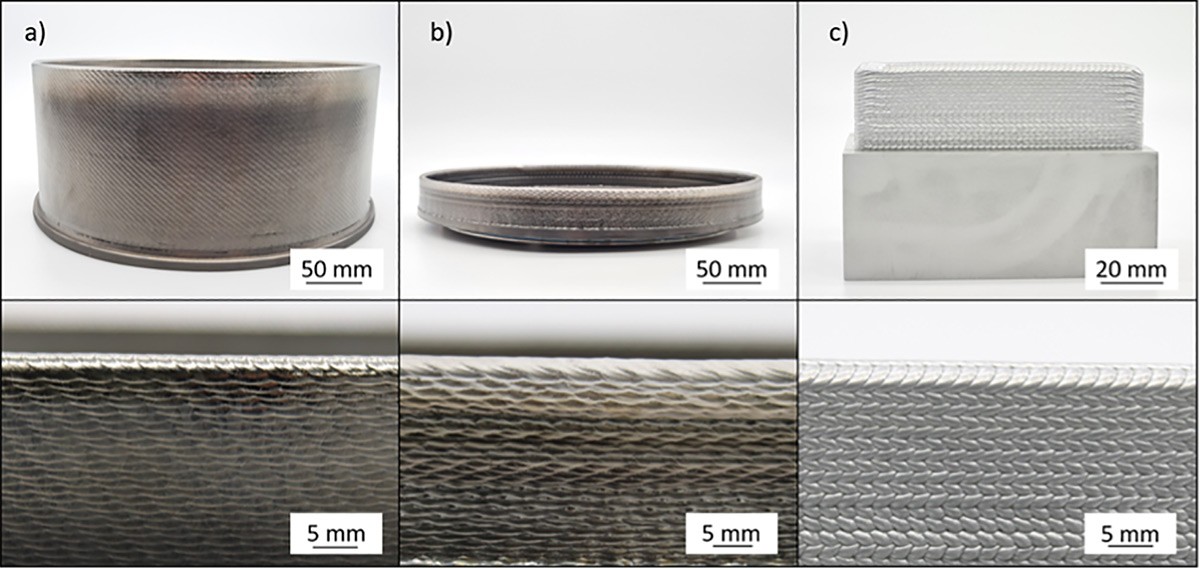
Figure 3:
Sample components using different geometries and materials, manufactured at Steigerwald Strahltechnik GmbH.
a) Material: TiAl6V4; build-up rate: approx. 80 cm³/h, b) Inconel 718; build-up rate: approx. 60 cm³/h and
c) aluminum 3.3548.
Summary and outlook
The EBOADD process developed by Steigerwald Strahltechnik GmbH enables wire-based additive manufacturing. Of a wide range of metal alloys. The build-up process and beam guidance can be specified as desired using CNC programming.
The results demonstrates the potential of wire-based additive manufacturing for more complex geometries. The process parameters shown here can produce a defect-free, columnar-crystalline structure with slightly anisotropic tensile strength and excellent elongation.
This process has enormous potential in the context of wire-based additive manufacturing, as it allows the use of materials that are difficult to process. Difficult to process materials can be used to produce more complex geometries through selective application. Additionally there is a significant potential for improvement regarding the build-up rate and the simultaneous use of several materials.
Acknowledgement
Our thanks go to Prof. Ghazal Moeini who has agreed to examine the mechanical properties (tensile test) and microstructure of the additively manufactured specimens.
References
[1] C. Körner (2016) Additive manufacturing of metallic components by selective electron beam melting — a review, International Materials Reviews, 61:5, 361-377, DOI: 10.1080/09506608.2016.1176289
[2] R. Guschlbauer, A. K. Burkhardt, Z. Fu, C. Körner (2020) Effect of the oxygen content of pure copper powder on selective electron beam melting, Materials Science and Engineering: A, Volume 779, DOI: 10.1016/j.msea.2020.139106.
© Ralf Guschlbauer, Development Engineer, Steigerwald Strahltechnik GmbH, r.guschlbauer@sst-ebeam.com
Pavel Denysiuk, Development Engineer, Steigerwald Strahltechnik Gmb
Dr. Michael Maaßen, Head of Research & Development, Steigerwald Strahltechnik GmbH
Prof. Ghazal Moeini, Mechanical Engineering Department, Westphalian University of Applied Sciences